

Benefits of Robotic Palletizing Systems for Chemicals and Petrochemicals
Protect your brand integrity, employees, and your bottom line with a partner that works carefully and as hard as you do.
We understand the challenges of working with hazardous materials. Specific safety standards and corrosive materials make conventional palletizers unsuitable in facilities where chemicals and petrochemicals are manufactured. For our partners in these industries, we deliver robots customized to withstand exposure to chemical hazards.
We support the chemicals and petrochemicals industries with safety-oriented automation for all types of products including motor oil, resin pallets, fertilizers, and more.
Flexible Layouts
Our flexible systems can be configured to work within your existing facility’s space and layout requirements.
Custom Solutions
Your system will be designed for your application, including custom paints, wiring, and control panel vents depending on your product type.
High-speed
Move more product at higher speeds with more safety. Rely on our chemicals industry expertise to maintain safety standards.
Employee Retention
Improve job satisfaction and employee retention by reducing employees’ exposure to fertilizers, chemicals, corrosive and hazardous materials.
GET STARTED ON YOUR GROWTH
Ready to meet your production goals?
Let us design a completely integrated end-of-line system that’s right for your business.
We’ll even help you develop a comprehensive plan and business case to justify the investment.


Experienced Systems Integrators for the Chemical Industry
Whether your products are in bags, cases, or drums, our robotic systems have the handling and programming capabilities to efficiently palletize your chemical or petrochemical products.
Many petrochemicals are delivered in cases for retail consumption. Peripheral upstream equipment includes barcode scanners and printers to track and sort and lane diverters for multi-line applications. To ensure the correct orientation for robotic picking, soft turn conveyors gently rotate cases.
For bagged chemical products, we have automatic bag machines that can handle form fit seal packing. Chemical or petrochemical products packaged in drums will be very heavy and may require a heavy duty arm solution. Our experienced team ensures you have the right equipment, set up optimally, to keep your lines moving as fast and safely as possible.
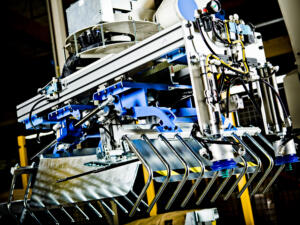
Palletizing Robot with Custom End Effector for the Chemical Industry
We designed a Columbia/Okura palletizing robot with a custom vacuum-style and clamp-style end effector to meet this customer’s unique product and multi-line needs. When standard, off-the-shelf products do not fit your requirements, we will design a custom palletizing system to meet your needs.
Accelerating Efficiency: A Case Study in Petrochemical Palletizing
A century-old petrochemical giant faced production bottlenecks due to an aging palletizer. To enhance efficiency and safety, the company partnered with Columbia/Okura to implement a high-speed palletizing solution. This case study explores how the new technology streamlined operations, increased throughput, and improved overall productivity.



About Us
For nearly 30 years, we’ve been helping our customers become more competitive, cost-effective, and productive in a fast-changing world.

Our Partnership Promise
From installation to 24/7 technical trouble-shooting, you’re getting a complete support and service team you can always rely on.
Our Palletizing Resources
Explore our blog to read case studies and more details about our robotic technology.